How AI Delivers a 20-30% OEE Uplift on Lines That Already Run Well
Most OEE conversations start in the wrong place. They start with the lines that are visibly broken, the ones generating CAPA reports, triggering downtime investigations, and showing up red on the morning dashboard. Fix those first. That logic is reasonable. It is also where most facilities stop.
The harder question is what is happening on the lines that appear to be running well. The ones sitting at 70% OEE, meeting their targets, generating no complaints, and never making it into the weekly improvement agenda. Those lines feel stable. But stable and optimized are not the same thing. And in manufacturing, the gap between the two is where significant margin lives, quietly, every single shift.
OEE AI manufacturing technology changes what is visible on those lines. Not by adding complexity or disrupting what is working, but by surfacing the losses that are already there: the ones too small to trigger an alarm, too consistent to look like a problem, and too embedded in the process to show up in a weekly report. This is where AI OEE uplift starts paying for itself, before any visible failure exists.
Why "Running Well" Is Not the Same as Running at Full Potential
In over 8 years of leading continuous improvement programs across food and CPG facilities, the pattern I have seen most consistently is not dramatic failure. It is chronic underperformance that looks like acceptable performance. Lines hitting their daily targets. Crews doing their jobs. Supervisors managing the floor the way it has always been managed. And yet, somewhere between 15 and 25 percentage points of OEE potential sitting uncaptured, shift after shift.
The losses driving that gap rarely look like losses. They look like this:
- Minor stoppages under two minutes that never make it into the downtime log but happen 40 times per shift on a line running at pace.
- Speed losses where the line is technically running but consistently 8-12% below nameplate capacity, accepted as "normal" because it has always been that way.
- Changeover creep where a 35-minute standard has drifted to 52 minutes across shifts, with no single incident large enough to trigger a formal review.
- Quality losses absorbed as acceptable scrap rates, never connected to a specific upstream cause because the data to make that connection does not exist.
- Operator-to-operator variation where one shift consistently outperforms another by 6-8 OEE points, and no one knows exactly why.
None of these generate a work order. None of them trigger a Kaizen event. Together, they represent the difference between a line performing at 78% OEE and one performing at 92%. That gap is not a maintenance problem or a workforce problem. It is a visibility problem. And that is exactly what AI OEE uplift technology is designed to solve.
What the Data Actually Reveals When You Start Looking
The challenge with chronic losses is not that they are hard to fix. It is that they are hard to see. Traditional OEE tracking relies on operator-entered downtime logs, manual timing studies, and end-of-shift summaries. That data is better than nothing, but it systematically undercounts micro-losses, misattributes causes, and reflects what operators were able to observe and record rather than what actually happened on the line.
When I ran Kaizen events and continuous improvement programs across multiple facilities, the baseline data problem was consistent: we were making decisions about process improvement with incomplete, often inaccurate information. The best operators had strong intuition about where time was being lost. But intuition is not data, and without data, CI projects tend to address the visible problems while the chronic ones continue running in the background.
The specific losses that manual tracking consistently misses:
- Micro-stoppages under the minimum logging threshold, often the single largest category of time loss on high-speed lines, completely invisible in most OEE systems.
- Actual versus nominal speed gaps, lines running at 88% of rated speed get logged as running, but the 12% gap compounds across a full shift into significant lost output.
- Scrap and rework not tied to a cause code, quality losses that get absorbed without a root cause attached, making them impossible to trend or address systematically.
- Shift-to-shift and operator-to-operator variation, performance differences that are real and measurable but never surface in aggregate reporting because the data is not granular enough.
These are not edge cases. They are the norm on most production floors. And they represent the core opportunity that continuous AI monitoring is built to capture. Making them visible is the first step. Understanding their cause is the second. Acting on them in real time is where the uplift actually happens.
.jpg)
How VITA and ALIS Turn Visibility Into OEE Gains
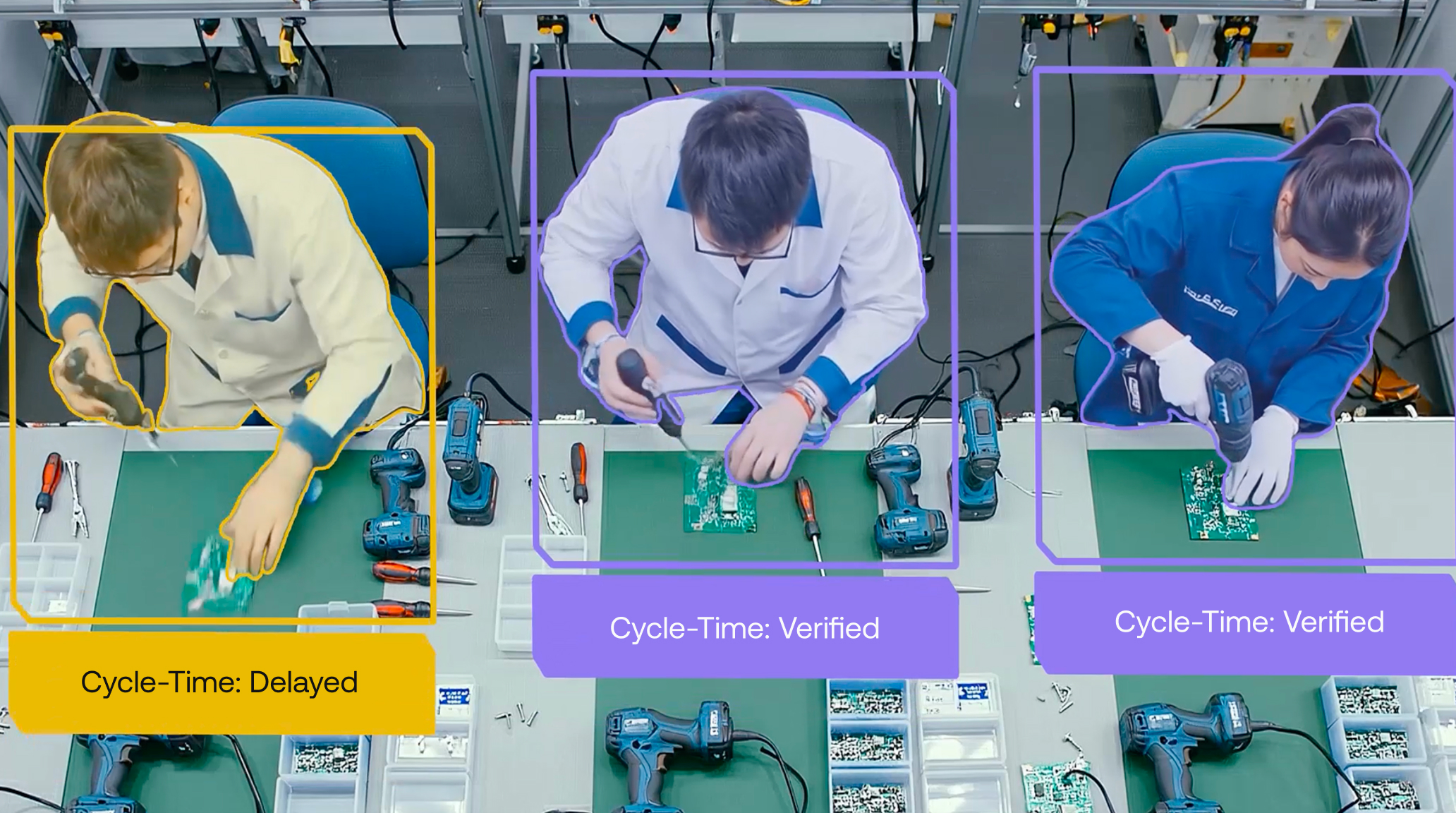
Maneva's VITA (Video-to-Action AI) agent and ALIS (AI Line Supervisor) agent are designed to work together as a continuous intelligence layer over the production floor. Where traditional OEE systems capture what operators log, VITA and ALIS capture what is actually happening at machine speed, across every shift, without the gaps that come from manual observation.
VITA monitors product flow and equipment behavior in real time, using machine vision to detect the micro-stoppages, speed deviations, and quality events that manual logging misses. Consider a packaging line where a filling head begins running slightly below set speed, not enough to trigger an alarm, but enough to create a 9% throughput gap across an 8-hour shift. Manual OEE tracking logs it as running. VITA flags the deviation as it begins and ties it to a specific time window, giving maintenance a precise starting point rather than a reconstruction after the fact. When a pattern of micro-stoppages begins concentrating around a specific machine or time of shift, that pattern surfaces in the data before it becomes a downtime event.
ALIS maps the human side of the equation. It tracks how work is actually being performed across shifts, where operators are spending time, where the process deviates from standard, and where one shift's performance differs from another's. In CI work, the ability to see that difference and understand its source is foundational. Without it, best practice stays with the people who developed it and never gets standardized across the operation.
Together, they create a feedback loop that changes how continuous improvement works in practice:
- Real losses become visible in real time, not reconstructed at end of week from incomplete logs.
- Root causes are identified from continuous data, not from operator recollection during a morning debrief.
- Process changes are measured immediately, giving CI teams the confirmation data they need to scale improvements with confidence.
- Best practices are captured and standardized, reducing the operator-to-operator variation that quietly costs OEE points on every shift.
Facilities deploying Maneva's agents have documented up to a 16x increase in production uptime, a 10% improvement in total output through ALIS-driven worker productivity gains, and up to a 50% improvement in health and safety compliance. A 99.9% model accuracy rate on VITA means the data being generated is reliable enough to act on, which is what separates an AI deployment that delivers results from one that generates reports nobody uses. According to McKinsey's research on AI-driven manufacturing operations, predictive and AI-driven maintenance approaches cut maintenance costs by 20-30% and reduce equipment breakdowns by nearly 70%. With unplanned downtime costing the average manufacturing facility around $260,000 per hour, even a partial capture of those losses changes the unit economics of every line it runs on.
The OEE Uplift on a Line That Is Already Performing
The question I hear most often when introducing AI to lines that are already hitting their targets is: what is there to find? The answer, consistently, is more than teams expect.
A line running at 70% OEE with no active downtime events is not running well. It is running with its losses hidden. When VITA begins monitoring that line, the picture that emerges typically includes:
- Micro-stoppages accounting for 4-8 OEE points that never appeared in any downtime log.
- Speed losses of 6-12% below nameplate running consistently across all shifts but never flagged because the line was meeting its daily production target.
- Shift-to-shift variation of 6-8 OEE points with a clear operator behavior pattern driving the difference, visible in ALIS data within the first two weeks of deployment.
- A single upstream bottleneck causing downstream surging that was creating quality loss the team had accepted as inherent to the product.
Address those four areas and a 70% OEE line becomes an 85% OEE line. The throughput gain on a line producing $50,000 of output per hour at that improvement represents over $3 million in additional annual revenue potential, from a line that was already considered to be running well. That is the real case for AI-driven productivity efficiency: not fixing what is broken, but capturing what is silently being left on the table.
CI Gets Faster When the Data Is Always There
The biggest limiting factor I have encountered in continuous improvement work across facilities is not the willingness to improve. It is the quality of the baseline. Kaizen events are only as good as the data that goes into them. When that data comes from manual logs and operator memory, the event addresses the problems people remember, not necessarily the ones driving the most loss.
When VITA and ALIS are running continuously, the baseline always exists. Every process change, every staffing adjustment, every changeover improvement can be measured against what was happening before, not what was logged, not what was estimated, but what the data shows. That closes the loop on CI in a way that manual tracking never could.
It also accelerates the pace of improvement. McKinsey's research on frontline workforce AI productivity confirms that AI-driven continuous monitoring shortens the gap between problem identification and verified countermeasure from weeks to days. The same CI improvement cycle that used to take a quarter can happen in a week.
The Lines Running Well Today Are Tomorrow's Biggest Opportunity
The manufacturers gaining ground in food and CPG right now are not the ones chasing the most dramatic turnarounds. They are the ones who have decided to stop accepting chronic underperformance on lines that look fine from the outside, and start measuring what is actually happening.
OEE AI manufacturing technology does not require a broken line to deliver value. It requires the willingness to look at a line that appears to be performing and ask what it is really capable of. In virtually every facility where that question has been answered with data rather than intuition, the answer has been the same: significantly more than it is currently delivering.
Maneva's VITA and ALIS agents give you the visibility to answer that question, and the continuous AI monitoring to act on it, shift after shift, line after line. Not as a project. As the way the floor operates. That is what a thinking factory looks like: a production environment where every line has the intelligence to show you what it is capable of, and the data to prove it.
If you are ready to see what your best-performing lines are actually leaving on the table, book a demo at maneva.ai and find out what AI sees that your current process is missing.